品牌住建
功能房屋檢測
種類可靠性鑒定
分類房屋鑒定單位
數量100000000
建筑鋼結構工程質量問題的安全對策 鋼結構基礎工程的質量與安全控制
一般情況下,鋼結構的建筑物都是會使用各種建筑鋼筋和水泥以及各種建筑模板進行施工的,在一些程序上鋼建筑的工程和普通的工程也有相似之處,在建筑過程中的各個接觸點和施工點的高低都有不同,因此在施工的管理和控制的過程中需要有的人員進行監督和管理工作,在鋼結構建筑中的立支柱的管理和控制是非常重要的工作,在沒一個過程進行時,都需要有的人員進行看管,施工的公司也要負責保護工程,在工程施工時,混凝土的澆筑工作也應該認真進行,因為混凝土的澆筑工作是非常重要的一個步驟,在澆筑好以后,需要用的螺栓將鋼筋焊接在主要的位置,并且每個螺栓之間的位置要經過仔細的測量,不能差一點一滴,工程中每組混凝土的螺栓之間的間隔距離,高低必須控制在誤差允許的范圍之內,還要保護好螺栓上面的絲扣,防止其在混凝土澆筑時被損壞。塔吊是鋼結構工程的重要步驟,因此在施工過程中必須經過嚴格的論證,要考慮各種相關因素,從施工的方便程度,安全防范措施,步驟是否可靠,都必須要考慮在內,由于在鋼結構的施工過程中,大型的機器利用非常廣泛,所以必須在安裝塔吊的開始階段就對其進行嚴格的控制,并且采用迅速封頂的步驟,在拆去相關機械設備的時候必須要有的監護人員,不能讓機器自動的運轉,要嚴格的進行安全設施的保護工作,解決各種施工的難題,才能在大程度上保證工程的安全和質量。
在鋼結構的工程施工之前,必須找的人員進行強化施工圖紙的一些重點的會審工作。 因為在工程的建設過程中,施工圖紙就是工程進行施工的主要的重要的依據,因此任何工程開工之前都必須要有相關的項目組織負責人員來熟悉工程圖紙是否符合要求,是否達到與項目有關的各種建筑設計規范標準、鋼結構的工藝技術條件,圖紙設計是否充分領會了設計人員的本來的設計意圖。因此鋼結構的施工過程中必須認真審查其施工組織相關設計。因為施工組織設計整個工程的性技術性文件,并且這個文件會直接影響到工程的安全質量、施工進度。有關研究表明,鋼結構的吊裝施工現場沒有足夠的施工場地,相關的施工條件其艱苦,這些因素都會直接影響到建筑鋼結構的鋼結構吊裝工程的施工進度。因為高層的鋼結構工程通常都是時間短任務重,聯系方面多,工程設計部門復雜,人員影響多,因此在施工時容易造成施工的混亂,人員一旦不能有效的進行組織,就會影響到下一步的工程,如果在短期內完成大工作,就必須要嚴格控制每一道工序,在制定好施工計劃的同時,努力消除各種因素的不良影響,為施工創造各種內部以及外部的相關良好條件,從而使施工更加順利的進行。
鋼結構工業廠房在我國應用的時間并不長,其具體的設計及施工技巧都還在探索階段。雖然鋼結構工業廠房有很多優點,但作為一種材料,它也有很多缺點,例如防火性能差、易銹蝕等,在設計與施工的過程中一定要考慮到這些因素。文章將從設計和施工兩個方面來進行論述。
一、鋼結構工業廠房的優越性
鋼結構工業廠房的主要優點在于:首先,在施工速度方面:鋼結構構件可以工廠化批量生產,施工簡單,安裝快捷,大大縮短了施工周期。其次,鋼結構工業廠房在自重方面:可減輕建筑物結構質量約30%,特別在地基承載力低和地震設防烈度較高的地方,其綜合經濟優于鋼筋混凝土結構體系。后,從環保方面考慮:鋼結構體系屬于環保型綠色建筑體系,鋼材本身是一種高強度能的材料,具有很高的再循環價值,并且不需要制模施工。
二、鋼結構工業廠房圖紙設計的重要性
無論在什么樣的工程中,圖紙是工程施工的依據。在鋼結構工業廠房的設計期間,一定要組織施工單位技術人員對圖紙進行會審,檢查施工圖紙中的“錯、漏、碰、缺”,力爭把問題解決在施工之前,減少因圖紙問題對工程質量、進度的影響。鋼結構工程要針對制作階段和安裝階段分別編制施工組織設計,其中制作工藝內容應包括制作階段各工序、各分項的質量標準、技術要求,以及為保證產品質量而制訂的各項具體措施。
三、鋼結構工業廠房支撐系統的設計原則
為了保證鋼結構廠房的空間工作,提高其整體剛度,承受和傳遞縱向水平力,防止桿件產生過大的變形,避免壓桿失穩,以及保證結構的整體穩定性,應根據廠房結構的形式,車間吊車的設置,振動設備以及廠房的跨度、高度,溫度區段的長度等情況布置可靠的支撐系統。廠房每一溫度區段應設置穩定的柱間支撐系統,并與屋蓋橫向水平支撐的布置相協調。下柱支撐的位置是決定廠房縱向結構變形方向的重要因素,并影響溫度應力的大小,下柱支撐應盡可能設在溫度區段的中部,使吊車梁等縱向構件能隨著溫度變化比較自由地向區段兩端伸縮。當溫度區段的長度不大時,一般在溫度區段的中部設置一道下段柱支撐,但溫度區段的長度大于150 米時,為了保證廠房的縱向剛度,應在溫度區段內設置兩道下段柱支撐,其位置應盡可能布置在溫度區段中間三分之一的范圍內,為了避免過大的溫度應力,兩道支撐的中心距離不宜大于72 米。
四、鋼結構工業廠房抗震性設計的重點
在鋼結構工業廠房做抗震設計時應注意:首先,在總體布置方面要求廠房結構的質量和剛度均勻分布,使廠房受力均勻,變形協調,盡量避免因結構剛度不均勻對抗震造成不利影響,廠房橫向結構宜采用剛架或者使屋架與柱有一定固結的框架,以便充分利用鋼結構的受力性能并減少橫向結構變形。其次,鋼結構廠房的破壞一般情況不是由于桿件強度不足而常常因為桿件失穩而造成,所以合理布置支撐系統,保證廠房結構整體穩定性,對鋼結構廠房尤為重要。后,在地震作用下。存在著低周疲勞作用,設計時應注意其對廠房的影響。對結構連接點的設計。應保證節點的破壞不先于結構構件的全截面屈服,應使結構構件能進入塑性工作,充分吸收地震能量發揮其抗震能力。

無損檢測:
無損檢測技術是以不損傷被檢對象的結構完整性和使用性能為前提,應用物理原理和化學現象,借助的設備器材,對各種原材料,零部件和結構件進行有效的檢驗和測試,借以評價它們的完整性、連續性、致密性、安全性、可靠性及某些物理性能。
無損檢測經歷了3個階段,即無損探傷(Non-destructive Inspection,簡稱NDI)、無損檢測(Non-destructive testing,簡稱NDT)、無損評價(Non-destructive evaluation,簡稱NDE)。無損探傷的含義是探測和發現缺陷。無損檢測不僅僅要探測和發現缺陷,而且要發現缺陷的大小、位置、當量、性質和狀態。無損評價的含義則更廣泛、更深刻,它不僅要求發現缺陷,探測被檢對象的結構、性質、狀態,還要求獲得更全面、更準確的綜合信息,從而評價被檢對象的運行狀態和使用壽命。應用于鋼結構行業中的常規無損檢測方法有磁粉檢測(Magnetic Testing,簡稱MT)、滲透檢測(Penetrate Testing,簡稱PT)、渦流檢測(Eddy current Testing,簡稱ET)、聲發射檢測(Acoustic Emission Testing,簡稱AET)、超聲波檢測(Ultrasonic Testing,簡稱UT)、射線檢測(Radiography Testing,簡稱RT)。
鋼結構力學性能檢測:a.金屬原材如鋼板、圓鋼拉伸檢測(抗拉強度、屈服強度、斷后延伸率)、彎曲試驗、沖擊試驗(常溫沖擊、低溫沖擊、時效沖擊)、硬度等韌性和塑性性能檢測,鋼筋拉伸檢測(屈服強度、抗拉強度)、彎曲等性能。鋼板的Z向拉伸試驗。b.金屬焊接件的焊接工藝評定,鋼筋焊接件的拉伸和彎曲試驗。c.金屬硬度試驗是金屬抵抗局部變形,特別是塑性變形,壓痕或劃痕的能力,是衡量金屬材料軟硬程度的一種指標。硬度包括:維氏硬度、里氏硬度、洛氏硬度、布氏硬度。
1、檢測單位必須取得省級及省級以上建設行政主管部門頒發的鋼結構專項檢測資質,并取得相應的計量認證。檢測人員必須持有相應探傷方法的Ⅱ級或Ⅱ級以上的書且在建設工程質量監督站進行備案登記。
2、工程項目建設單位應當委托具有相應資質的檢測機構進行檢測,委托方與被委托方應當簽訂書面合同。
3、對進場的原材料及成品應實行進場驗收。凡涉及安全、功能的原材料及成品應按規范規定進行復檢,并應經(建設單位技術負責人)見證取樣、送樣。

有限公司的委托,我公司于2015年4月14日,對位于四川省瀘州市古藺縣水口鎮碧云村的高肽蛋白飼料項目發酵車間B區廠房進行了現場檢測。根據調查了解情況、現場實地檢測和綜合分析,出具此報告。
1.工程概況
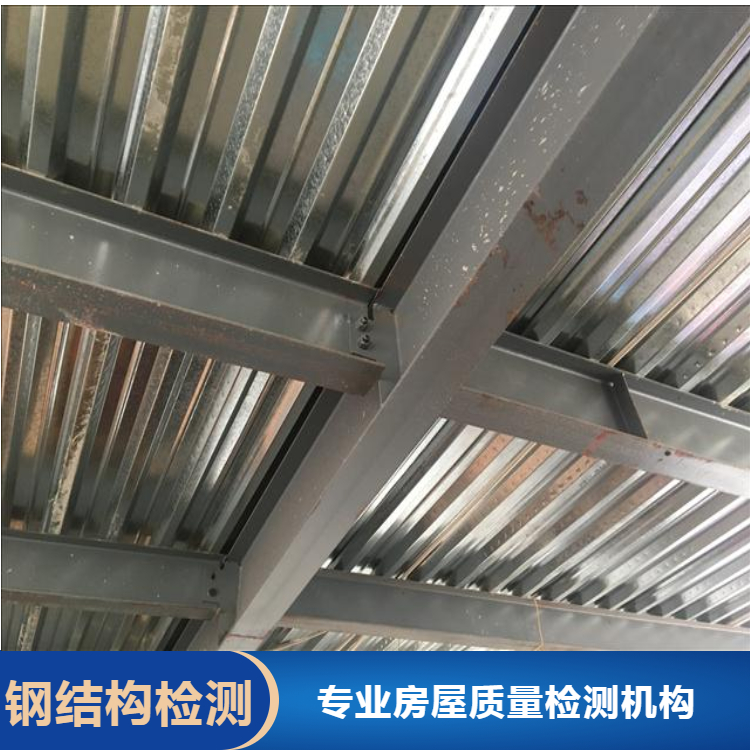
古藺縣高肽蛋白飼料項目發酵車間B區分為兩個廠房,均為輕鋼結構(見照片1),建筑平面均呈矩形,部分縱向3列柱,柱距均為6.0m,縱向總長12.0m;橫向3跨,跨距分別為7.0m、7.0m、6.7m,橫向總長為20.7m;第二部分縱向3列柱,柱距均為10.5m,橫向2跨,跨距均為9.0m,建筑層數為一層,總建筑面積約為459.83m2。大結構高度為8.5m。
該工程建設單位為路德生物環保技術(古藺)有限公司,中國輕工業武漢設計工程有限責任公司承擔設計,勘察單位為武漢地質工程勘察院,施工單位為四川省瀘州市金龍建筑工程公司,監理單位為四川省城市建設工程監理有限公司。該工程修建于2014年9月。 2.依據
2.1《建筑工程施工質量驗收統一標準》(GB 50300-2013) 2.2《鋼結構工程施工質量驗收規范》(G205-2011)查閱古藺縣高肽蛋白飼料項目發酵車間B區施工圖,建筑結構安全等級為二級,結構設計使用年限50年;建筑抗震設防類別為丙類,設防烈度為6度,基本地震加速度0.05g,設計地震分組組;建筑場地類別為Ⅱ類場地,場地土類型為中軟土,地基基礎設計等級為丙級。
3.2.2查閱古藺縣高肽蛋白飼料項目程勘察報告,擬建場地地形起伏較大,地貌屬丘陵地貌,無不良地質作用及性土分布,場地區域構造穩定,適宜建筑。擬建場地地震抗震設防烈度為6度,設計地震分組為組,設計地震基本加速度值為0.05g,設計特征周期為0.35s,場地屬中軟地基土,Ⅱ類場地,屬可進行工程建設的一般場地。

進行鋼結構焊縫無損探傷檢測,及時發現并彌補鋼結構的缺陷,是確保建筑鋼結構的安全性與穩定性的重要手段之一。
無損檢測方法是一項綜合性技術,通過應用化學、物理現象,并借助的器材和設備等,可對鋼結構焊縫進行有效的測試和檢測,以保證鋼結構的可靠性、安全性、致密性、連續性和完整性。以下就鋼結構焊縫無損探傷質量檢測技術進行探討分析,以供參考。
1 鋼結構焊縫無損質量檢測技術的應用現狀分析
鋼結構焊縫根據母材和焊縫的連接位置可將焊縫分為角焊縫和對接焊縫。角焊縫分為斜角焊縫和直角焊縫;對接焊縫分為部分焊透焊縫和完全焊透焊縫。根據《鋼結構設計規范》(GB 50017―2003),焊縫應該根據應力狀況、工作環境、焊縫形式、荷載特性和結構的重要性等,將焊縫的質量劃分為不同等級。對于不同質量等級的焊縫,應根據相應的鋼結構工程施工質量驗收標準驗收,并分別對鋼結構焊縫進行內部質量檢測和表觀檢測。內部質量檢測是指根據相關的設計要求,采用超聲波探傷技術檢測焊縫內部是否存在缺陷。如果超聲波探傷無法準確判斷焊縫內部是否存在缺陷,則應采用射線探傷技術。上述無損檢測的探傷方法和內部缺陷分級均符合國家現行標準中的相關要求,比如《鋼熔化焊對接接頭射線照相與質量分級的規定》(GB 3323)和《鋼焊縫手工超聲波探傷結果分級法》(GB 11345)等。此外,對于厚度>8 mm的板材和曲率半徑相對較小的管材,常采用超聲波探傷;對于厚度在8 mm以下的板材和曲率半徑相對較大的管材,常采用滲透探傷或磁粉探傷。
2 鋼結構焊縫常用的質量檢測技術及其特點
2.1射線探傷檢測。射線探傷是進行鋼結構焊縫無損探傷檢測較為常用的一種檢測方法,它利用射線透過焊接接頭部位,照射在照相底片或熒光屏上。然后,由工作人員根據底片或熒光屏上形成缺陷的形狀、大小和數量,分析判定焊縫等級,并對其進行分類,作為產品驗收的依據。除此之外,射線探傷還可以采用電離法或工業電視監測法等。鍋爐、船身等鋼結構產品對與密閉性的要求較為嚴格,常常采用射線探傷檢測方法對焊縫質量進行檢驗。射線探傷具有明顯的優點,它能夠檢測人員準確判斷缺陷的形式,其可靠性也較高,利用底片法時還能夠長期保存。但是,我們也不能忽視射線對人體的危害,采用射線探傷檢測方法需要消耗較大的成本,并且檢測耗時較長。
http://www.ausen.cn