檢測(cè)類型安全質(zhì)量檢測(cè)
服務(wù)內(nèi)容辦理驗(yàn)廠手續(xù)、工業(yè)廠房、外資驗(yàn)廠、外商外企
房屋危險(xiǎn)性鑒定應(yīng)按A、B、C、D 四等級(jí)
安全質(zhì)量檢測(cè)可靠性檢測(cè)
所在地深圳
收費(fèi)標(biāo)準(zhǔn)根據(jù)實(shí)際情況協(xié)商
出報(bào)告時(shí)間3-7天
是否現(xiàn)場(chǎng)檢測(cè)是
檢測(cè)報(bào)告有
檢測(cè)方法量尺、探針等
服務(wù)合同一式三份
檢測(cè)范圍學(xué)校/賓館/廠房/小區(qū)/民房/幼兒園
檢測(cè)項(xiàng)目樓房完損性鑒定,廠房檢測(cè)
檢測(cè)地區(qū)全國
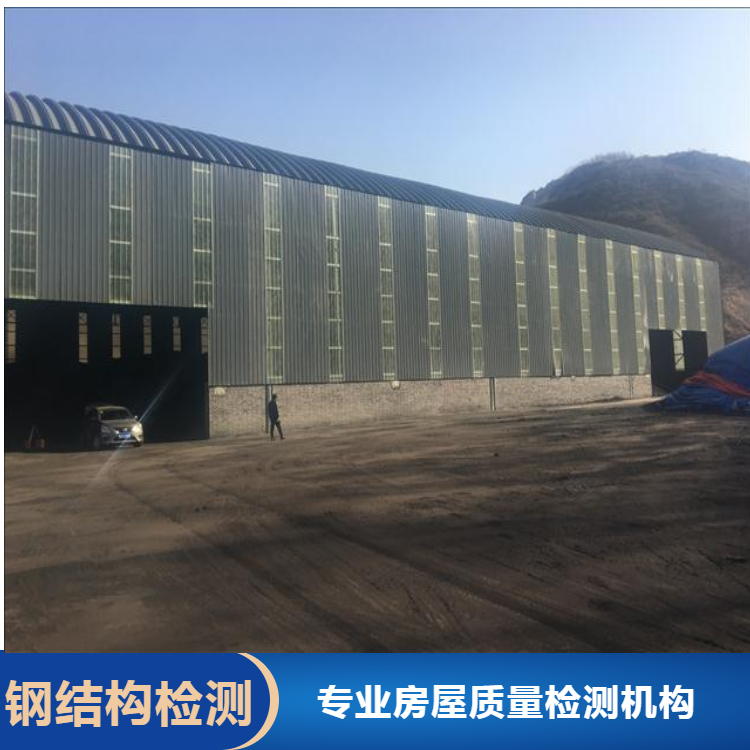
在現(xiàn)代,輕便、成本低的鋼結(jié)構(gòu)廠房是越來越多,需求檢測(cè)鋼結(jié)構(gòu)房屋的人也越來越多。鋼結(jié)構(gòu)房屋的檢測(cè)可分為在建鋼結(jié)構(gòu)建筑和既有鋼結(jié)構(gòu)的建筑檢測(cè)。那么這兩種分類的建筑在什么情況需要檢測(cè)呢?
我國建筑鋼結(jié)構(gòu)的良好發(fā)展,推進(jìn)了我國鋼結(jié)構(gòu)的結(jié)構(gòu)調(diào)整,使我國的建筑鋼結(jié)構(gòu)進(jìn)入一個(gè)嶄新的階段。鋼結(jié)構(gòu)工程由于其造價(jià)低、強(qiáng)度高、自重輕、施工速度快的優(yōu)點(diǎn),使得大量的鋼結(jié)構(gòu)在工業(yè)廠房、高層建筑中相繼得到極好應(yīng)用。同時(shí),由于鋼結(jié)構(gòu)廠房在使用功能上的性、生產(chǎn)工藝的特別要求及跨度大、強(qiáng)度高的特性,其大量鋼結(jié)構(gòu)在施工現(xiàn)場(chǎng)需吊裝、焊接、登高作業(yè),給施工人員的安全工作帶來了較大的危險(xiǎn)性。所以在安全問題上,一直以來是重中之重。下面就鋼結(jié)構(gòu)廠房在施工中的主要安全問題及其應(yīng)采取的防范措施予以探討。
輕鋼結(jié)構(gòu)廠房是以等截面或變截面H型鋼為承重主體以C型、Z型檁條及柱間支撐為連接件,通過螺栓或焊接等方式固定,屋面和墻面以彩色壓型鋼板圍護(hù)而形成的新型建筑體系,與傳統(tǒng)建筑結(jié)構(gòu)相比具有諸多優(yōu)越特性:
1、材料強(qiáng)度高
2、房屋自重小可大大降低基礎(chǔ)的造價(jià)。
3、安全可靠:
4、工業(yè)化生產(chǎn)程度高,可大大縮短工期,提高經(jīng)濟(jì)效益。
5、不褪色,不銹蝕,使得建筑物線條明朗美觀舒適,且比較容易造型。
6、可重新組合重復(fù)利用
7、由于其韌性和彈性較大,大大加強(qiáng)了整體結(jié)構(gòu)抗震性能的穩(wěn)定性。
8、適用于各類工業(yè)廠房、倉庫、超市、高層建筑等。

1.鋼結(jié)構(gòu)工程施工中存在問題
異型焊縫檢測(cè)技術(shù)。根據(jù)焊接缺陷的分布類型和規(guī)律,制作了包括裂紋、夾渣、未焊透、未融合4種類型缺陷的異型焊接試塊,并分別采用常規(guī)超聲、相控陣技術(shù)兩種方法,經(jīng)檢測(cè),兩種方法在檢測(cè)焊縫的時(shí)候均存在漏檢現(xiàn)象,其中常規(guī)超聲出現(xiàn)兩個(gè)較高的回波,但沒有辦法識(shí)別出哪個(gè)屬于假缺陷回波,而相控陣技術(shù)在經(jīng)過后期的工藝修改仿真之后,以及進(jìn)行檢測(cè)工藝的優(yōu)化,基本能夠準(zhǔn)確找出缺陷的長(zhǎng)度、位置、深度和高度,以及根據(jù)視圖,可以判定出缺陷的性質(zhì),因此異型焊縫無損檢測(cè)技術(shù),可優(yōu)先考慮相控陣技術(shù)。
1.2柱腳安裝方面的問題
首先,預(yù)埋件中存在的問題;預(yù)埋件局部或整體出現(xiàn)偏移,實(shí)際標(biāo)高不準(zhǔn)確,缺乏保護(hù)絲扣的措施,進(jìn)而引起了鋼柱底板螺栓不對(duì)位,絲扣實(shí)長(zhǎng)與要求不相符。其次,錨栓不垂直;框架柱腳沒有顯著的底板水平,致使錨栓難以做到垂直,基礎(chǔ)施工作業(yè)后產(chǎn)生的預(yù)埋錨栓水平誤差明顯。再次,錨栓連接中存在的問題;主要體現(xiàn)在柱腳錨栓松弛,墊板與底板間未進(jìn)行有效的焊接,一些部位處未外露兩到三個(gè)絲扣的錨栓。
2.1檢測(cè)構(gòu)件尺寸及平整度
應(yīng)嚴(yán)格根據(jù)設(shè)計(jì)圖紙中所明確的具體尺寸標(biāo)準(zhǔn)對(duì)鋼構(gòu)件的尺寸偏差進(jìn)行準(zhǔn)確計(jì)算;計(jì)算所得的偏差允許值必須與其產(chǎn)品標(biāo)準(zhǔn)規(guī)定的范圍相符。由于梁和桁架構(gòu)件會(huì)出現(xiàn)平面內(nèi)的垂直變形和平面外的側(cè)向變形,所以應(yīng)將檢測(cè)重點(diǎn)放在垂直變形與側(cè)向變形的平直度上。柱共存在柱身傾斜變形與撓曲變形兩種。
檢查過程中,先通過目測(cè)找出缺陷之處或者疑點(diǎn)地方時(shí),對(duì)梁、桁架可在構(gòu)件支點(diǎn)間拉緊一根鐵絲或細(xì)線,接下來對(duì)各點(diǎn)間的垂直度與存在的偏差加以準(zhǔn)確測(cè)量;通過經(jīng)緯儀或全站儀測(cè)量柱的垂直度。對(duì)于柱撓曲,應(yīng)在構(gòu)件支點(diǎn)間拉緊一根鐵絲或者實(shí)施細(xì)線測(cè)量。
2.2檢測(cè)涂層厚度
在鋼結(jié)構(gòu)檢測(cè)中,涂層好壞及涂層厚度是一個(gè)重要參數(shù),因此測(cè)定涂層厚度是一項(xiàng)重要項(xiàng)目。
涂層厚度測(cè)定一般用磁性測(cè)厚儀測(cè)定,國內(nèi)外均有產(chǎn)品。用磁性測(cè)厚儀時(shí),要調(diào)好儀器,使其具有正常工作性能。
首先要確定測(cè)量范圍,測(cè)量時(shí),用探頭接觸被測(cè)涂層。測(cè)定時(shí)首先要清除涂層表面灰塵和油污,以防影響精度。
測(cè)試時(shí)根據(jù)涂層具體情況確定,首先通過儀器確定有無涂層,因在長(zhǎng)期環(huán)境作用下涂層損傷直至消失涂層,涂層消失與否是涂層的重要參數(shù)。因?yàn)橛袩o殘留涂層是結(jié)構(gòu)銹蝕程度一個(gè)重要界限,也是性評(píng)估的重要界限。
在設(shè)置檢測(cè)儀器參數(shù)的基礎(chǔ)上,分別檢測(cè)平板焊接、角接焊縫、異型焊縫,無損傷檢測(cè)技術(shù)應(yīng)用情況分別如下:
(1)平板焊接檢測(cè)。平板焊接的檢測(cè),需要取焊接缺陷的模擬試塊,并合理設(shè)置儀器參數(shù),然后通過檢測(cè),對(duì)結(jié)果進(jìn)行分析,以優(yōu)化無損傷檢測(cè)技術(shù)的應(yīng)用方法。鋼結(jié)構(gòu)橋梁的平板焊接,焊縫容易預(yù)埋人工缺陷,筆者分別制作了8塊特種試塊,并在這些試塊焊接接頭位置設(shè)置了包括裂紋、氣孔、夾渣、未焊透在內(nèi)的14種缺陷,作為鋼結(jié)構(gòu)橋梁平板焊接的模擬試塊,然后分析這些試塊焊接的缺陷分布類型和規(guī)律。通過檢驗(yàn),基本檢驗(yàn)出平板焊接焊縫的質(zhì)量,但常規(guī)的超聲檢測(cè)沒有辦法實(shí)現(xiàn)全紀(jì)錄,因此缺陷長(zhǎng)度存在誤差,而相控陣技術(shù)能夠全數(shù)據(jù)紀(jì)錄焊縫內(nèi)的缺陷,準(zhǔn)確找出焊縫缺陷的位置、長(zhǎng)度、深度和高度,平板焊接可優(yōu)先考慮相控陣無損檢測(cè)技術(shù)的應(yīng)用。
角接焊縫檢測(cè)技術(shù)。角接焊縫檢測(cè)較為復(fù)雜,其中包括T型焊接、Y型角接焊縫兩種,在這里需要分別準(zhǔn)備這兩種焊接缺陷的模擬試塊。T型焊接缺陷模擬試塊的準(zhǔn)備,是根據(jù)焊接缺陷分布的類型和規(guī)律,制作包括裂紋、夾渣、未焊透3種類型缺陷的試塊,并分別采用常規(guī)超聲、相控陣技術(shù)兩種方法,經(jīng)檢測(cè),常規(guī)超聲和相控陣技術(shù)能夠找出試塊的全部缺陷,但前者利用波幅測(cè)量缺陷長(zhǎng)度和高度的時(shí)候,存在一定的誤差,而后者能夠準(zhǔn)確定出缺陷的位置、長(zhǎng)度、高度和深度,因此T型焊接缺陷的無損檢測(cè)技術(shù)適用相控陣技術(shù)。而Y型角接焊縫檢測(cè),所采用的缺陷模擬試塊是根據(jù)焊接缺陷的分布類型和規(guī)律,制作包括裂紋、夾渣、未焊頭、未融合4種類型缺陷的試塊,并分別采用常規(guī)超聲、相控陣技術(shù)兩種方法,經(jīng)檢測(cè),常規(guī)超聲和相控陣技術(shù)能夠找出試塊的全部缺陷,但前者利用波幅測(cè)量缺陷長(zhǎng)度和高度的時(shí)候,存在一定的誤差,而后者能夠準(zhǔn)確定出缺陷的位置、長(zhǎng)度、高度和深度,因此Y型焊接缺陷的無損傷檢測(cè),同樣適用相控陣技術(shù)。

鋼結(jié)構(gòu)高強(qiáng)鋼焊接性能的評(píng)價(jià)方法
現(xiàn)階段,主要采取的評(píng)價(jià)方法有:碳當(dāng)量計(jì)算評(píng)定法;熱影響區(qū)高硬度試驗(yàn)評(píng)定法;插銷試驗(yàn)臨界斷裂應(yīng)力評(píng)定法
3.確定低預(yù)熱溫度的常用方法
(1)通過裂紋實(shí)驗(yàn)來進(jìn)行控制,即通過進(jìn)行斜 Y 坡口試樣抗裂方面的試驗(yàn)對(duì)低的預(yù)熱溫度進(jìn)行確認(rèn);
(2)通過硬度控制預(yù)熱溫度,通常采用的方法是根據(jù)一定碳含量的鋼材,其不同板厚 T形接頭角焊縫熱影響區(qū)硬度達(dá)到 350HV 對(duì)應(yīng)的冷卻速度(540℃時(shí)),查表確定焊接線能量;
(3)根據(jù)裂紋敏感指數(shù)、板厚范圍、拘束度等級(jí)、熔敷金屬擴(kuò)散氫含量確定低預(yù)熱溫度;
(4)根據(jù)接頭熱輸入、冷卻時(shí)間和鋼材的特定曲線□確定低預(yù)熱溫度;
鋼結(jié)構(gòu)荷載檢測(cè)的對(duì)焊接質(zhì)量的控制方法;
(1)對(duì)熱輸入以及冷卻速度進(jìn)行控制。此方法主要是通過對(duì)焊接時(shí)的電壓、電流以及焊接時(shí)的焊接速度和熔敷金屬在800℃~500℃區(qū)間內(nèi)的冷卻時(shí)間的控制,進(jìn)而完成焊接質(zhì)量的控制;
(2)對(duì)焊縫中各種元素的質(zhì)量百分比進(jìn)行必要的控制,主要是指碳、硫、磷、氫、氧等。為了達(dá)到這一目的,除了要選擇質(zhì)量?jī)?yōu)越的低氫焊接材料外,還要求操作人員擁有較好的操作手法,從而對(duì)熔池金屬進(jìn)行很好的保護(hù);
(3)應(yīng)力與變形控制。選用高能量密度、低熱輸入的焊接方法,如氣體保護(hù)焊;用小線能量,多層多道焊接;減小焊接坡口的角度和間隙,減少熔敷金屬填充量;采用對(duì)稱坡口,對(duì)稱、輪流施焊;長(zhǎng)焊縫應(yīng)分段退焊或多人同時(shí)施焊;用跳焊法避免變形和應(yīng)力集中;
在進(jìn)行高強(qiáng)鋼的焊接作業(yè)時(shí),應(yīng)從鋼材料自身的強(qiáng)化機(jī)理以及供貨時(shí)的所處特征出發(fā),全面考察各項(xiàng)性能的指標(biāo)要求,從而選擇適合的焊材以及評(píng)價(jià)焊接質(zhì)量的試驗(yàn)方法。后得到適合于生產(chǎn)的焊接工藝,起到相應(yīng)的生產(chǎn)的要求。在進(jìn)行這一鋼材的焊接時(shí),為了避免其產(chǎn)生冷裂現(xiàn)象,應(yīng)該注意采取相應(yīng)的措施。同時(shí)為了出現(xiàn)接頭弱化的現(xiàn)象,焊接時(shí)應(yīng)該對(duì)層間溫度以及焊接線能量進(jìn)行較為嚴(yán)格的篩選和控制。總的原則還是應(yīng)該在較低的成本下,盡可能完成高質(zhì)量的焊接任務(wù)。
http://www.ausen.cn





鑒定報(bào)告第三方機(jī)構(gòu)")
鑒定權(quán)威機(jī)構(gòu)")
鑒定權(quán)威機(jī)構(gòu)")
鑒定甲級(jí)資質(zhì)單位")
鑒定找什么單位可以辦理")
鑒定報(bào)告中心")
鑒定報(bào)告由誰辦理")
廠房荷載安全檢測(cè)鑒定權(quán)威機(jī)構(gòu)")
鑒定報(bào)告技術(shù)服務(wù)中心")
鑒定技術(shù)服務(wù)檢測(cè)站")
鑒定報(bào)告怎么收費(fèi)的")
鑒定報(bào)告價(jià)格辦理")
鑒定甲級(jí)申辦單位")
鑒定辦理優(yōu)惠")
構(gòu)安全檢測(cè)鑒定報(bào)告")
量檢測(cè)鑒定報(bào)告找什么單位辦理")
鑒定報(bào)告辦理收費(fèi)低")
構(gòu)廠房屋面承載力檢測(cè)鑒定單位")